सुरक्षात्मक ग्राउंडिंग के लिए आवश्यकताओं की सूची। उपकरण की ग्राउंडिंग और ग्राउंडिंग एक बोल्ट के लिए दो ग्राउंडिंग कंडक्टर
3.3। करने के लिए आवश्यकताएँ रक्षक पृथ्वी
3.3.1। ग्राउंडिंग के लिए एक तत्व उन उत्पादों से सुसज्जित होना चाहिए जिनके उद्देश्य के लिए किसी व्यक्ति को क्षति से बचाने के तरीके के कार्यान्वयन की आवश्यकता नहीं होती है विद्युत का झटकाकक्षा II और III के अनुरूप।
साथ ही, इसे ग्राउंडिंग तत्व के बिना प्रदर्शन करने की अनुमति है और निम्नलिखित उत्पादों को ग्राउंड नहीं करना है:
उपयोग के बिना दुर्गम में स्थापना के लिए अभिप्रेत है विशेष साधन, स्थान (सहित - अन्य उत्पादों के अंदर);
केवल ग्राउंडेड धातु संरचनाओं पर स्थापना के लिए अभिप्रेत है, यदि संपर्क सतहों का स्थिर विद्युत संपर्क सुनिश्चित किया जाता है और खंड 3.3.7 की आवश्यकताओं को पूरा किया जाता है;
जिसके हिस्से 42 वी से अधिक वैकल्पिक वोल्टेज और 110 वी से अधिक प्रत्यक्ष वोल्टेज के तहत नहीं हो सकते हैं;
जिसकी ग्राउंडिंग ऑपरेशन के सिद्धांत या उत्पाद के उद्देश्य द्वारा अनुमत नहीं है।
(परिवर्तित संस्करण, रेव. नंबर 1, 3)।
3.3.2। ग्राउंड कंडक्टर को जोड़ने के लिए, वेल्डेड या थ्रेडेड कनेक्शन का इस्तेमाल किया जाना चाहिए।
उपभोक्ता के साथ समझौते से, ग्राउंड कंडक्टर को एक विशेष उपकरण, जुड़नार या मशीन द्वारा किए गए सोल्डरिंग या क्रिम्पिंग द्वारा उत्पाद से जोड़ा जा सकता है।
3.3.3। ग्राउंडिंग क्लैंप को गोस्ट 21130-75 की आवश्यकताओं का पालन करना चाहिए।
इसे ग्राउंडिंग बोल्ट, स्क्रू, स्टड के लिए उपयोग करने की अनुमति नहीं है जो फास्टनरों के रूप में कार्य करते हैं।
3.2.2-3.3.3। (संशोधित संस्करण, रेव. नंबर 1)।
3.3.4। ग्राउंडिंग कंडक्टर को जोड़ने के लिए बोल्ट (स्क्रू, स्टड) जंग प्रतिरोधी धातु से बना होना चाहिए, या धातु से ढका होना चाहिए जो इसे जंग से बचाता है, और संपर्क भाग में सतह का रंग नहीं होना चाहिए।
(संशोधित संस्करण, रेव. संख्या 4)।
3.3.5। ग्राउंडिंग के लिए बोल्ट (स्क्रू, स्टड) को ग्राउंडिंग कंडक्टर को जोड़ने के लिए सुरक्षित और सुविधाजनक स्थान पर उत्पाद पर रखा जाना चाहिए। उस स्थान के पास जहां ग्राउंडिंग कंडक्टर को जोड़ा जाना है, क्लॉज 3.3.2 में प्रदान किया गया है, एक ग्राउंडिंग साइन जो ऑपरेशन के दौरान अमिट है, रखा जाना चाहिए। संकेत के आयाम और इसके कार्यान्वयन की विधि GOST 21130-75 के अनुसार है, और लैंप के लिए - GOST 17677-82 के अनुसार।
ग्राउंड कंडक्टर को जोड़ने के लिए बोल्ट (स्क्रू, स्टड) के आसपास एक संपर्क क्षेत्र होना चाहिए। प्लेटफ़ॉर्म को जंग से सुरक्षित किया जाना चाहिए या जंग रोधी धातु से बना होना चाहिए, और सतह का रंग नहीं होना चाहिए।
ग्राउंडिंग कंडक्टर और ग्राउंडिंग (लॉकनट्स, स्प्रिंग वाशर) के लिए बोल्ट (स्क्रू, स्टड) के बीच संपर्कों के संभावित कमजोर होने के खिलाफ उपाय किए जाने चाहिए।
बोल्ट (स्क्रू, स्टड) के व्यास और संपर्क क्षेत्र को वर्तमान के अनुसार चुना जाना चाहिए (तालिका 1 देखें)।
तालिका नंबर एक
कनेक्शन बिंदु के संपर्क क्षेत्र के व्यास, मिमी के स्थान के लिए इलेक्ट्रोटेक्निकल नाममात्र थ्रेड व्यास का रेटेड वर्तमान
उत्पाद, एक कनेक्शन, सतह के समतल पर सतह के सापेक्ष ऊंचा होने से कम नहीं
सेंट 4 से 6 एम 3 10 7
"6" 16 एम 3.5 11 8
"16" 40 एम 4 12 9
"40" 63 एम 5 14 11
"63" 100 एम 6 16 12
"100" 250 एम 8 20 17
"250" 630 एम 10 25 21
"630 एम 12 28 24
टिप्पणियाँ:
1. 250 ए से अधिक की धाराओं के लिए, एक के बजाय दो बोल्ट लगाने की अनुमति है, लेकिन कुल के साथ क्रॉस सेक्शनआवश्यकता से कम नहीं।
उपभोक्ताओं और कन्वर्टर्स के लिए सबसे छोटा बोल्ट व्यास चुनते समय वर्तमान के रूप में विद्युत चुम्बकीय ऊर्जावर्तमान मूल्य लिया जाना चाहिए। विद्युत चुम्बकीय ऊर्जा के स्रोतों के लिए स्रोत (नेटवर्क) से उत्पाद द्वारा खपत - रेटेड लोड वर्तमान का मान।
2. कई रेटेड धाराओं वाले विद्युत चुम्बकीय ऊर्जा के स्रोतों के लिए, इन धाराओं में से सबसे बड़े के अनुसार बोल्ट व्यास का चुनाव किया जाना चाहिए।
(परिवर्तित संस्करण, रेव. नं. 1, 3, 4)।
3.3.6। यदि उत्पाद के आयाम छोटे हैं, और यदि ग्राउंडिंग बोल्ट (स्क्रू) उसके सिर को वेल्डिंग करके स्थापित किया गया है, तो वाशर का उपयोग करके ग्राउंडिंग कंडक्टर के संबंध में आवश्यक संपर्क सतह प्रदान करने की अनुमति है। वाशर की सामग्री को ग्राउंडिंग बोल्ट (स्क्रू, स्टड) की सामग्री के समान आवश्यकताओं को पूरा करना चाहिए।
3.3.7। उत्पाद को उत्पाद के सभी गैर-वर्तमान-वाहक भागों के विद्युत कनेक्शन के साथ प्रदान किया जाना चाहिए जिसे छुआ जा सकता है, जो सक्रिय हो सकता है, ग्राउंडिंग के लिए तत्वों के साथ।
ग्राउंडिंग बोल्ट (स्क्रू, स्टड) और स्पर्श करने के लिए सुलभ उत्पाद के प्रत्येक गैर-वर्तमान-वाहक भाग के बीच प्रतिरोध मान, जो सक्रिय हो सकता है, 0.1 ओम से अधिक नहीं होना चाहिए।
3.3.8। ग्राउंडिंग के लिए तत्वों को ग्राउंडेड किए जाने वाले उत्पादों के निम्नलिखित धातु के गैर-वर्तमान-वाहक भागों से सुसज्जित होना चाहिए:
गोले, मामले, अलमारियाँ;
फ्रेम, फ्रेम, क्लिप, रैक, चेसिस, बेस, पैनल, प्लेट और उत्पादों के अन्य हिस्से जो इन्सुलेशन क्षतिग्रस्त होने पर सक्रिय हो सकते हैं।
इसे उत्पाद के निम्नलिखित भागों में (ऊपर सूचीबद्ध लोगों में से) ग्राउंडिंग के लिए तत्वों को बाहर करने की अनुमति नहीं है:
ग्राउंडेड शील्ड्स पर इंस्टॉलेशन के लिए इच्छित उत्पादों के बाड़े, धातु की दीवारेंकैबिनेट में स्विचगियर कक्ष;
खंड 3.3.7 की आवश्यकताओं के अधीन उत्पाद के गैर-वर्तमान-ले जाने वाले धातु के पुर्जे जिनका ग्राउंडेड भागों के साथ विद्युत संपर्क है;
भागों में तय रोधक सामग्रीया इसके माध्यम से गुजर रहा है और दोनों मिट्टी और जीवित भागों से अछूता है (बशर्ते कि उत्पाद के संचालन के दौरान वे जीवित नहीं हो सकते हैं या मिट्टी के हिस्सों के संपर्क में नहीं आ सकते हैं)।
3.3.9। अर्थिंग तत्व से लैस उत्पाद के प्रत्येक भाग को इस तरह से डिज़ाइन किया जाना चाहिए:
एक अलग शाखा के माध्यम से इसे स्वतंत्र रूप से ग्राउंडिंग कंडक्टर या ग्राउंडिंग लाइन से जोड़ना संभव था, ताकि उत्पाद के किसी भी ग्राउंडेड हिस्से को हटाते समय (उदाहरण के लिए, वर्तमान मरम्मत- अन्य भागों के पृथ्वी सर्किट बाधित नहीं होते हैं;
श्रृंखला में उत्पाद के कई ग्राउंडेड भागों को जोड़ने की कोई आवश्यकता नहीं थी।
3.3.10। चलने वाले हिस्सों पर स्थापित उत्पादों के हिस्सों की ग्राउंडिंग लचीली कंडक्टर या स्लाइडिंग संपर्कों द्वारा की जानी चाहिए।
3.3.11। यदि कोई धातु खोल है, तो इसके ग्राउंडिंग तत्व को खोल के अंदर स्थित होना चाहिए।
इसे शेल के बाहर निष्पादित करने की अनुमति है, या शेल के अंदर और बाहर कई तत्वों को निष्पादित करने की अनुमति है।
(संशोधित संस्करण, रेव. नंबर 1)।
3.3.12। खोल के हटाने योग्य और ग्राउंडेड (गैर-हटाने योग्य) भागों के बीच विद्युत संपर्क प्राप्त करना सीधे हटाने योग्य भाग को गैर-हटाने योग्य पर दबाकर किया जाना चाहिए; उसी समय, संपर्क के बिंदुओं पर, खोल के हटाने योग्य और गैर-हटाने योग्य भागों की सतहों को जंग से संरक्षित किया जाना चाहिए और वार्निश, पेंट या तामचीनी की विद्युत इन्सुलेट परतों के साथ कवर नहीं किया जाना चाहिए।
इसे शिकंजा या बोल्ट के माध्यम से गैर-हटाने योग्य ग्राउंडेड हिस्से के साथ खोल के हटाने योग्य हिस्से को विद्युत रूप से जोड़ने की अनुमति है, बशर्ते कि 1-2 स्क्रू या बोल्ट में जंग-रोधी धातु की कोटिंग हो, और कोई विद्युत इन्सुलेट परत न हो वार्निश का, इन शिकंजे या बोल्ट के सिरों के बीच पेंट और खोल के हटाने योग्य धातु का हिस्सा, तामचीनी या दांतेदार वाशर उनके बीच स्थापित होते हैं, कार्यान्वयन के लिए विद्युत इन्सुलेट परत को नष्ट कर देते हैं बिजली का संपर्कया दांतेदार वाशर के बिना, बशर्ते कि हटाने योग्य भाग को छह या अधिक बोल्ट (या स्क्रू) के साथ निश्चित ग्राउंडेड भाग में बांधा गया हो और विद्युत उपकरणों के हटाने योग्य भागों पर कोई विद्युत कनेक्शन न हो।
ग्राउंडेड शेल और उत्पाद में लगे उपकरणों के विद्युत कनेक्शन के लिए दांतेदार वाशर का उपयोग करने और बोल्ट कनेक्शन के माध्यम से उत्पाद के तत्वों को ग्राउंडिंग के लिए स्थापित करने की भी अनुमति है।
(संशोधित संस्करण, रेव. संख्या 3)।
3.3.13। खंड 3.3 में सूचीबद्ध आवश्यकताएं केवल उष्णकटिबंधीय जलवायु वाले क्षेत्रों में संचालन के लिए अभिप्रेत उत्पादों पर लागू नहीं होती हैं और GOST 15151-69, GOST 9.048-89 के अनुसार बनाई गई हैं।
1000 V तक के नेटवर्क में लोगों की सुरक्षा सुनिश्चित करने के लिए न्यूट्रल ग्राउंडिंग द्वारा शून्यिंग लागू की जाती है। इन नेटवर्कों में, ट्रांसफॉर्मर या जनरेटर के न्यूट्रल से धातु के कनेक्शन के बिना उपकरण के मामलों की ग्राउंडिंग प्रतिबंधित है। ग्राउंडिंग के लिए उपयोग किए जाने वाले न्यूट्रल वायर सर्किट में कोई फ़्यूज़ और डिस्कनेक्टिंग डिवाइस नहीं होना चाहिए।
सभी ज़ीरोइंग उपकरण ज़ीरोइंग लाइन से समानांतर में जुड़े हुए हैं (चित्र 1 देखें)। अनुक्रमिक शून्यिंग निषिद्ध है।
ग्राउंडिंग कंडक्टर वेल्डिंग या बोल्टिंग द्वारा उपकरण से जुड़े होते हैं। उन सभी जगहों पर जहां अस्थायी मैदानों को जोड़ना संभव है मरम्मत का काम, पेट्रोलियम जेली के साथ साफ और चिकनाई वाले विशेष बोल्ट या स्थान होने चाहिए।
जनरेटर या ट्रांसफार्मर का शून्य टर्मिनल एक अलग बस के साथ स्विचबोर्ड के ग्राउंडेड न्यूट्रल बस से जुड़ा होना चाहिए। जीरो बस इंसुलेटर पर शील्ड फ्रेम से जुड़ी होती है। सबस्टेशन स्विचबोर्ड फ्रेम बसबार्स द्वारा ज़ीरोइंग लाइन से जुड़े होते हैं।
पावर पैनल और पावर डिस्ट्रीब्यूशन पॉइंट्स को सप्लाई लाइन के न्यूट्रल वायर से जोड़कर शून्य किया जाता है और इस तरह की अनुपस्थिति में सबस्टेशन से एक विशेष ग्राउंड बस बिछाई जानी चाहिए। इसके अलावा, उन्हें सभी केबलों, बिजली के तारों के पाइप और पास की ग्राउंडेड पाइपलाइनों और धातु संरचनाओं के गोले से जोड़ना आवश्यक है।
शील्ड्स और कैबिनेट्स के अंदर जीरो और ग्राउंड वायर्स को बोल्ट्स की मदद से ग्राउंड बस से जोड़ा जाता है। एक बोल्ट के नीचे दो से अधिक तार नहीं जोड़े जा सकते।
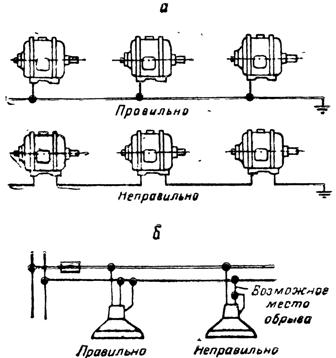
चावल। 1. विद्युत स्थापना के कुछ हिस्सों को ग्राउंडिंग नेटवर्क से जोड़ना: ए - इलेक्ट्रिक मोटर्स, बी - लैंप
इलेक्ट्रिक मोटर्स और शुरुआती उपकरण पाइपों का उपयोग करके ग्राउंड किए जाते हैं जिसमें बिजली के तार बिछाए जाते हैं, या अलग-अलग ग्राउंडिंग कंडक्टर (चित्र 2) का उपयोग किया जाता है। व्यक्तिगत उपकरणों या इंजनों को शून्य करने के बजाय, जिस मशीन पर वे स्थापित हैं, उसके शरीर को मज़बूती से ग्राउंड करने की अनुमति है।
ल्यूमिनेयर हाउसिंग को न्यूट्रल वायर या ग्राउंडेड स्ट्रक्चर से जोड़कर शून्य किया जाता है। ग्राउंडिंग कंडक्टर को आर्मेचर पर ग्राउंडिंग बोल्ट के नीचे एक छोर से और दूसरे छोर से - एक ग्राउंडेड स्ट्रक्चर या न्यूट्रल वायर (चित्र 1) से जोड़ा जाना चाहिए।
ज़ीरोइंग के तरीके अलग - अलग प्रकारबिजली के उपकरण अंजीर में दिखाए गए हैं। 2-7।
पोर्टेबल विद्युत रिसीवर चरण कंडक्टर के साथ एक आम म्यान में कम से कम 1.5 मिमी 2 के क्रॉस सेक्शन के साथ अलग-अलग तांबे के कंडक्टर का उपयोग करके ग्राउंड किए जाते हैं।

चावल। 2. इंजन हाउसिंग की ज़ीरोइंग: 1 - इलेक्ट्रिकल वायरिंग का स्टील पाइप, 2 - फ्लेक्सिबल लेड, 3 - जम्पर, 4 - कॉन्टैक्ट फ्लैग 25x30X3 मिमी, 5 - ग्राउंड बोल्ट
पोर्टेबल करंट कलेक्टरों के लिए सॉकेट आउटलेट में एक अर्थिंग संपर्क होना चाहिए जो वर्तमान में ले जाने वाले संपर्कों को जोड़ने से पहले प्लग से जुड़ा हो।
मोबाइल तंत्र के मामले जो स्थिर स्रोतों या मोबाइल बिजली संयंत्रों से बिजली प्राप्त करते हैं, इन बिजली स्रोतों की ग्राउंडिंग या ग्राउंडिंग के साथ एक धातु संबंध होना चाहिए।
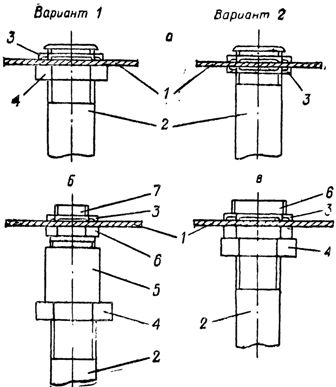
चावल। 3. विद्युत तारों के स्टील पाइप के साथ धातु के मामले का कनेक्शन: ए - मामले में छेद का व्यास पाइप के व्यास से मेल खाता है, बी - मामले में छेद का व्यास व्यास के व्यास से कम है पाइप, सी - मामले में छेद का व्यास पाइप के बाहरी व्यास से अधिक है, 1 - धातु का मामला, 2 - स्टील पाइप विद्युत तारों, 3 - समायोजन अखरोट K480-K486, 4 - लॉकनट, 5 - सीधे युग्मन , 6 - फुटोरका, 7 - डबल निप्पल।
तीन-कोर आपूर्ति नली केबल में तीसरे कोर का उपयोग करके एकल-चरण वेल्डिंग ट्रांसफार्मर के मामलों को बेअसर कर दिया जाता है।
तारों और केबलों के धातु के आवरण, कवच, लचीली धातु की आस्तीन, स्टील का पाइपविद्युत तारों को आधार बनाया जाना चाहिए।
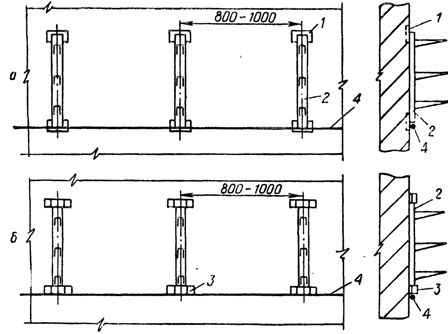
चावल। 4. सिंगल की जीरोइंग केबल संरचनाएं: ए - चित्रित, एम्बेडेड तत्वों के लिए वेल्डेड, बी - जस्ती, कोष्ठक के साथ तय किया गया, 1 - एम्बेडेड तत्व, 2 - केबल संरचना, 3 - ब्रैकेट, 4 - जीरोइंग लाइन के मार्ग की शुरुआत और अंत में कंडक्टर जुड़ा हुआ है, वेल्डेड प्रत्येक बंधक तत्व या ब्रैकेट के लिए।

चावल। 5. चैनलों में केबल संरचनाओं की ग्राउंडिंग: 1 - ग्राउंडिंग कंडक्टर को प्रत्येक एम्बेडेड तत्व से वेल्डेड किया जाता है और मार्ग के आरंभ और अंत में ग्राउंडिंग लाइन से जुड़ा होता है, 2 - एम्बेडेड तत्व
टिप्पणी। केबल संरचनाओं की दो तरफा व्यवस्था के साथ, मार्ग के आरंभ और अंत में ग्राउंडिंग कंडक्टर वेल्डिंग द्वारा जंपर्स से जुड़े होते हैं

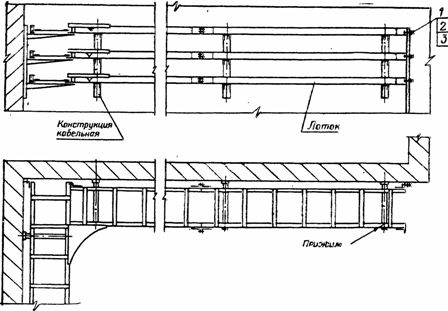
चावल। 6. दीवार के साथ लगे वेल्डेड ट्रे की ज़ीरोइंग: 1 - M6x26 बोल्ट, 2 - M8 नट, 3 - वॉशर
चावल। 7. वाहक केबल की ग्राउंडिंग: ए - एक लचीली वर्तमान आपूर्ति के लिए, बी - एक केबल या केबल तारों को लटकाने के लिए, 1 - वाहक केबल, 2 - एक इन्सुलेट म्यान के साथ केबल, 3 - आस्तीन नोट। वेल्डिंग या स्लीव द्वारा दोनों सिरों पर ग्राउंडिंग लाइन से जुड़ी एक वाहक केबल।
केबल के आवरण और कवच को कनेक्शन पथ के दोनों सिरों पर एक लचीले फंसे हुए तांबे के कंडक्टर से बने जम्पर के साथ शून्य किया जाता है, जिसका क्रॉस सेक्शन नीचे दर्शाया गया है।
धातु के खंभे और प्रबलित कंक्रीट के खंभे के सुदृढीकरण को शून्य ग्राउंडेड तार से जोड़ा जाता है।
आवासीय और सार्वजनिक भवनों में, घरेलू स्थिर इलेक्ट्रिक स्टोव, बॉयलर और पोर्टेबल के धातु के मामलों को शून्य करना अनिवार्य है बिजली के उपकरण 1.3 kW से अधिक की शक्ति के साथ-साथ विद्युत उपकरण के धातु के मामले और धातु के पाइपबेसमेंट, भूमिगत, सीढ़ी, सार्वजनिक शौचालय, शावर आदि परिसर में स्थित बिजली के तार।
बिना कमरों में बढ़ा हुआ खतरा, साथ ही रसोई में, स्थायी रूप से स्थापित उपकरण (बिजली के स्टोव के अपवाद के साथ), साथ ही 1.3 kW (लोहा, स्टोव, केटल्स, वैक्यूम क्लीनर, कपड़े धोने और सिलाई मशीन) तक की शक्ति वाले पोर्टेबल विद्युत उपकरणों को शून्य करना। आदि) की आवश्यकता नहीं है।
आवासीय और सार्वजनिक भवनों के बाथरूम में, स्नानागार, चिकित्सा संस्थानों आदि में, बाथटब और शॉवर ट्रे के धातु के मामलों को धातु के कंडक्टरों के साथ संभावित समतुल्यता के लिए पानी के पाइप से जोड़ा जाना चाहिए (चित्र 8)। संभावित बराबरी के लिए गैस पाइपलाइनों का उपयोग करना मना है।
चावल। 8. पानी के पाइप से जुड़कर स्नान के धातु के शरीर को ग्राउंड करना: 1 - पानी का पाइप, 2 - ग्राउंडिंग कंडक्टर, 3 - क्लैंप, 4 - वॉशर, 5 - वॉशर, स्प्रिंग कट, 5 - बोल्ट, 7 - नट, 8 - टिप, 9 - स्क्रू, 10 - बाथ बॉडी, 11 - स्क्रू।
सार्वजनिक भवनों में, बढ़ते खतरे वाले परिसर और विशेष रूप से खतरनाक ( औद्योगिक परिसरउद्यम खानपान, बॉयलर रूम, रेफ्रिजरेटर, उपभोक्ता सेवा उद्यमों की उत्पादन दुकानें, स्कूल कार्यशालाएं, बाथरूम, वेंटिलेशन कक्ष, एयर कंडीशनिंग कक्ष, लिफ्ट के मशीन कक्ष, पम्पिंग स्टेशनों, ताप बिंदु, आदि) सभी स्थिर और पोर्टेबल विद्युत रिसीवर जिनमें डबल इन्सुलेशन नहीं है, विद्युत तारों के लिए स्टील पाइप, ढाल और अलमारियाँ के धातु के मामले शून्य होने चाहिए। पोर्टेबल और मोबाइल इलेक्ट्रिकल रिसीवर को जोड़ने के लिए 220 और 380 वी सॉकेट आउटलेट में तटस्थ तार से जुड़े सुरक्षात्मक संपर्क होने चाहिए।
बिना किसी खतरे के कमरों में गिराई गई छतें, दीपक और धातु निर्माणछत शून्य होनी चाहिए।
मनोरंजन उद्यमों में, धातु संरचनाएं और सभी चरण उपकरणों के मामले, साथ ही सभी कमरों में सभी ढालों के मामले, ग्राउंडिंग के अधीन हैं।
प्रोजेक्टर और ध्वनि पैदा करने वाले उपकरण के धातु के मामलों को अलग-अलग इंसुलेटेड तारों से जोड़ा जाना चाहिए और अतिरिक्त रूप से नियंत्रण कक्ष के पास स्थित एक अलग ग्राउंड से जुड़ा होना चाहिए।
विद्युत संपर्क कनेक्शन वर्गीकरण। सामान्य तकनीकी आवश्यकताएँ GOST 10434-82
एसएसआर संघ के राज्य मानक
कनेक्शन बिजली से संपर्क करें
वर्गीकरण। सामान्य तकनीकी आवश्यकताएं
विद्युत संपर्क कनेक्शन। वर्गीकरण।
सामान्य तकनीकी आवश्यकताएं
गोस्ट 10434-82
रखरखाव की तिथि 01.01.83
यह मानक तांबे, एल्यूमीनियम और उसके मिश्र धातुओं, स्टील, एल्यूमीनियम-तांबे के तारों से बने टायरों, तारों या केबलों (बाद में कंडक्टर के रूप में संदर्भित) के अलग-अलग और गैर-वियोज्य विद्युत संपर्क कनेक्शनों पर लागू होता है, साथ ही विद्युत उपकरणों के साथ-साथ 2, 5 ए से धाराओं के लिए एक दूसरे से कंडक्टरों के संपर्क कनेक्शन। 2.5 ए से कम धाराओं के लिए विद्युत उपकरणों के संपर्क कनेक्शन के लिए, मानक की आवश्यकताओं की सिफारिश की जाती है। विद्युत प्रतिरोध के अनुमेय मूल्य और धाराओं के माध्यम से संपर्क कनेक्शन के प्रतिरोध के संदर्भ में मानक की आवश्यकताएं स्टील से बने ग्राउंडिंग और सुरक्षात्मक कंडक्टरों के सर्किट में संपर्क कनेक्शन पर भी लागू होती हैं।
मानक विशेष उद्देश्यों के लिए विद्युत उपकरणों के विद्युत संपर्क कनेक्शन पर लागू नहीं होता है।
मानक में प्रयुक्त शर्तें GOST 14312-79, GOST 18311-80 के अनुरूप हैं।
1. वर्गीकरण
1.1। आवेदन के क्षेत्र के आधार पर, विद्युत संपर्क कनेक्शन (बाद में संपर्क कनेक्शन के रूप में संदर्भित) को तालिका के अनुसार वर्गों में विभाजित किया गया है। 1.
तालिका नंबर एक
| संपर्क कनेक्शन का दायरा | संपर्क कनेक्शन वर्ग |
|---|---|
| 1. सर्किट के संपर्क कनेक्शन, जिनमें से कंडक्टरों के वर्गों को अनुमेय दीर्घकालिक वर्तमान भार (पावर इलेक्ट्रिकल सर्किट, पावर लाइन, आदि) के अनुसार चुना जाता है। | 1 |
| 2. सर्किट के संपर्क कनेक्शन, जिनमें से कंडक्टर के वर्गों को धाराओं, वोल्टेज हानि और विचलन, यांत्रिक शक्ति, अधिभार संरक्षण के माध्यम से प्रतिरोध के लिए चुना जाता है। स्टील से बने ग्राउंडिंग और सुरक्षात्मक कंडक्टरों के सर्किट में संपर्क कनेक्शन | 2 |
| 3. विद्युत उपकरणों के साथ सर्किट का संपर्क कनेक्शन, जिसका संचालन रिलीज से जुड़ा हुआ है एक लंबी संख्यागर्मी (ताप तत्व, प्रतिरोधक, आदि) | 3 |
टिप्पणी। मानकों में और विशेष विवरणविशिष्ट प्रकार के विद्युत उपकरणों के लिए, कक्षा 2 और 3 को इंगित किया जाना चाहिए, कक्षा 1 को इंगित नहीं किया गया है।
1.2। GOST 15150-69 के अनुसार जलवायु संस्करण और विद्युत उपकरणों की नियुक्ति की श्रेणी के आधार पर, संपर्क कनेक्शन तालिका के अनुसार समूहों में विभाजित हैं। 2.
1.3। द्वारा डिज़ाइनसंपर्क कनेक्शन गैर-वियोज्य और बंधनेवाला में विभाजित हैं।
1.4। कनेक्टेड कंडक्टरों की सामग्री और खंड 1.2 के अनुसार संपर्क कनेक्शनों के समूह के आधार पर, बंधने योग्य संपर्क कनेक्शनों को इसमें विभाजित किया गया है:
- - विद्युत प्रतिरोध को स्थिर करने के लिए साधनों के उपयोग की आवश्यकता नहीं - पैराग्राफ देखें। 2.1.6 और 2.1.8;
- विद्युत प्रतिरोध को स्थिर करने के लिए साधनों के उपयोग की आवश्यकता - पैराग्राफ देखें। 2.1.7 और 2.1.8।
तालिका 2
| विद्युत उपकरण का जलवायु संस्करण और प्लेसमेंट श्रेणी | |
|---|---|
| 1. वातावरण प्रकार II और I के साथ स्थान श्रेणी 4.1 के लिए सभी जलवायु संस्करण। प्लेसमेंट श्रेणी 3 के लिए जलवायु संशोधन यू, यूएचएल, टीएस और वातावरण प्रकार II और I के साथ प्लेसमेंट श्रेणी 4 के लिए जलवायु संशोधन यूएचएल, टीएस |
ए |
| 2. वातावरण प्रकार II और I के साथ, ऊपर बताए गए के अलावा जलवायु संस्करण और स्थान श्रेणी का कोई भी संयोजन। वातावरण के तहत जलवायु प्रदर्शन और प्लेसमेंट की श्रेणी का कोई संयोजन प्रकार IIIऔर चतुर्थ |
बी |
2. तकनीकी आवश्यकताएँ
2.1। डिजाइन की आवश्यकताएं
2.1.1। निर्धारित तरीके से अनुमोदित वर्किंग ड्रॉइंग के अनुसार विशिष्ट प्रकार के विद्युत उपकरणों के लिए इस मानक, मानकों और विशिष्टताओं की आवश्यकताओं के अनुसार संपर्क कनेक्शन बनाए जाने चाहिए।
2.1.2। विद्युत उपकरणों के निष्कर्ष को GOST 24753-81 की आवश्यकताओं का पालन करना चाहिए।
2.1.3। संपर्क स्क्रू क्लैम्प्स को GOST 25034-85 की आवश्यकताओं का पालन करना चाहिए, टर्मिनल क्लैम्प्स को GOST 19132-86 की आवश्यकताओं का पालन करना चाहिए।
2.1.4। रैखिक फिटिंग को गोस्ट 13276-79 की आवश्यकताओं का पालन करना चाहिए।
2.1.5। गैर-वियोज्य संपर्क कनेक्शन वेल्डिंग, सोल्डरिंग या क्रिम्पिंग द्वारा बनाए जाने चाहिए। विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में निर्दिष्ट अन्य विधियों का उपयोग करने की अनुमति है।
गैर-वियोज्य संपर्क कनेक्शन बनाने के उदाहरण परिशिष्ट 1 में दिए गए हैं।
2.1.6। बंधनेवाला संपर्क कनेक्शन जिन्हें विद्युत प्रतिरोध स्थिरीकरण साधनों के उपयोग की आवश्यकता नहीं होती है, उन्हें GOST 9.303-84, GOST 9.005-72 की आवश्यकताओं के अनुसार जंग से सुरक्षित स्टील फास्टनरों का उपयोग करके बनाया जाना चाहिए।
2.1.7। विद्युत प्रतिरोध को स्थिर करने के साधनों के उपयोग की आवश्यकता वाले वियोज्य संपर्क कनेक्शनों को व्यक्तिगत रूप से या संयोजन में निम्नलिखित साधनों का उपयोग करके बनाया जाना चाहिए:
- 1) 18 10 -6 से 21 10 -6 1/°С तक रैखिक विस्तार गुणांक वाले अलौह धातुओं से बने फास्टनर;
2) गोस्ट 3057-90 या विशिष्ट प्रकार के स्प्रिंग्स के विनिर्देशों के अनुसार बेलेविल स्प्रिंग्स;
3) GOST 9.303-84 के अनुसार GOST 9.005-72 की आवश्यकताओं को ध्यान में रखते हुए चयनित सतहों की सुरक्षात्मक धातु कोटिंग्स।
विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में निर्दिष्ट अन्य प्रकार के सुरक्षात्मक कोटिंग्स का उपयोग करने की अनुमति है;
4) GOST 19357-81 के अनुसार कॉपर-एल्यूमीनियम प्लेटों के रूप में संक्रमण भागों, GOST 9581-80 के अनुसार कॉपर-एल्यूमीनियम लग्स और TU 34-13-11438-89 के अनुसार क्लैड एल्यूमीनियम से बने हार्डवेयर क्लैंप;
5) प्लेट और युक्तियों के रूप में संक्रमण भागों से बना है एल्यूमीनियम मिश्र धातुकम से कम 130 एमपीए की तन्य शक्ति के साथ (बाद में कठोर एल्यूमीनियम मिश्र धातु के रूप में संदर्भित);
6) हार्ड एल्यूमीनियम मिश्र धातु से बने GOST 23598-79 के अनुसार पिन टिप्स;
7) GOST 23598-79, कॉपर-एल्यूमीनियम के अनुसार पिन टिप्स;
8) विद्युत प्रवाहकीय स्नेहक या अन्य विद्युत प्रवाहकीय सामग्री, यदि उनके उपयोग की संभावना GOST 17441-84 के अनुसार परीक्षण के परिणामों से पुष्टि की जाती है और विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विनिर्देशों में इंगित की जाती है।
साधन 2)-8 का उपयोग करते समय, संपर्क कनेक्शन, एक नियम के रूप में, GOST 9.303-84, GOST 9.005-72 की आवश्यकताओं के अनुसार जंग से सुरक्षित स्टील फास्टनरों का उपयोग करके बनाया जाना चाहिए।
टिप्पणी। तांबे के कंडक्टरों की कामकाजी सतहों पर एक सुरक्षात्मक धातु कोटिंग लगाने की आवश्यकता को विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विशिष्टताओं में निर्दिष्ट किया जाना चाहिए।
(परिवर्तित संस्करण, रेव. नं. 1, 2, 3)।
2.1.8। खंड 1.2 के अनुसार समूह के आधार पर बंधनेवाला संपर्क कनेक्शन और विद्युत उपकरणों के जुड़े कंडक्टरों और टर्मिनलों की सामग्री को निर्दिष्ट मानक की आवश्यकताओं के अनुसार बनाया जाना चाहिए:
- - फ्लैट लीड वाले कंडक्टरों के संपर्क कनेक्शन के साथ-साथ कंडक्टरों के एक दूसरे से संपर्क कनेक्शन - तालिका में। 3;
- पिन टर्मिनलों के साथ कंडक्टरों के संपर्क कनेक्शन के लिए - तालिका में। 4;
- सॉकेट टर्मिनलों के साथ कंडक्टरों के संपर्क कनेक्शन के लिए - तालिका में। 5.
टेबल तीन
| संपर्क कनेक्शन समूह | कंडक्टर सामग्री | आउटपुट या दूसरे कंडक्टर की सामग्री के आधार पर मानक आइटम नंबर | |||
|---|---|---|---|---|---|
| तांबा और उसके मिश्र | ठोस एल्यूमीनियम मिश्र धातु | अल्युमीनियम | इस्पात | ||
| ए | तांबा, एल्यूमीनियम तांबा | 2.1.6 | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | |||||
| अल्युमीनियम | 2.1.7 1) या 2) या 3) या 4) या 5) या 8) | ||||
| बी | तांबा, एल्यूमीनियम तांबा | 2.1.6 | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | 2.1.7* 3) या 4) या 5) और 3) | 2.1.6 | 2.1.7 4) या 5) और 3) | ||
| अल्युमीनियम | 2.1.7 4) या 5) और 3) या 1) और 3) या 2) और 3) | 2.1.7 1) या 2) या 3) या 4) या 5) | |||
GOST 15150-69 और GOST 15543-70 के अनुसार निर्धारित जलवायु संस्करण और विद्युत उपकरणों की नियुक्ति की श्रेणी के अनुसार संपर्क कनेक्शन का सामना करना होगा जलवायु कारक GOST 15150-69, GOST 15543-70, GOST 15963-79, GOST 16350-80, GOST 17412-72 या विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों और विशिष्टताओं में निर्दिष्ट पर्यावरण।
तालिका 4
| संपर्क कनेक्शन समूह | कंडक्टर सामग्री | पिन की सामग्री के आधार पर मानक आइटम नंबर | ||
|---|---|---|---|---|
| रेटेड वर्तमान के लिए तांबा या पीतल | 40 ए तक रेटेड वर्तमान के लिए स्टील | |||
| 630 ए तक | 630 ए से ऊपर | |||
| ए | तांबा, एल्यूमीनियम तांबा | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | ||||
| अल्युमीनियम | 2.1.7 1) | 2.1.7 3) या 4) या 5) | 2.1.7 2) या 3) या 4) या 5) | |
| बी | तांबा, एल्यूमीनियम तांबा | 2.1.6 | ||
| ठोस एल्यूमीनियम मिश्र धातु | 2.1.7 4) या 5) और 3) | 2.1.7* 4) या 5) और 3) | 2.1.7 4) या 5) और 3) | |
| अल्युमीनियम | 2.1.7 4) या 5) और 3) | |||
* जलवायु संशोधनों के विद्युत उपकरणों के संपर्क कनेक्शन U, प्लेसमेंट श्रेणी 1 और 2 के UHL को क्लॉज 2.1.6 के अनुसार बनाने की अनुमति है।
टिप्पणी। सभी मामलों में, 40 A से ऊपर रेटेड करंट वाले पिन टर्मिनलों के लिए, तांबे या पीतल से बने थ्रस्ट नट का उपयोग किया जाना चाहिए।
तालिका 5
| संपर्क कनेक्शन समूह | कंडक्टर सामग्री | कोर के प्रकार के आधार पर मानक आइटम नंबर | |
|---|---|---|---|
| एकल-तार | फंसे | ||
| ए | ताँबा | सीधा सम्बन्ध | |
| एल्यूमीनियम तांबा | - | ||
| अल्युमीनियम | सीधा कनेक्शन* या 2.1.7 6) या 7)** | ||
| बी | ताँबा | सीधा कनेक्शन* या 2.1.6*** | 2.1.6*** |
| एल्यूमीनियम तांबा | - | ||
| अल्युमीनियम | 2.1.7 7) या 6) और 3) | ||
* किसी विशिष्ट प्रकार के विद्युत उपकरण के लिए सीधे कनेक्शन की संभावना को मानकों या विशिष्टताओं में निर्दिष्ट किया जाना चाहिए।
** यह एक कठिन एल्यूमीनियम मिश्र धातु से मिश्र धातु योजक के अतिरिक्त के साथ एक मोनोलिथ में जुड़े एल्यूमीनियम कंडक्टर को जोड़ने की अनुमति है।
*** GOST 22002.5-76, GOST 22002.12-76, GOST 22002.13-76, GOST 23598-79 के अनुसार कॉपर पिन युक्तियों के साथ संपर्क कनेक्शन समाप्त करके या GOST 21931 के अनुसार टिन-लीड सोल्डर के साथ कोर को टिनिंग करके बनाया गया है। 76.
यह उपभोक्ता के साथ समझौते में, संपर्क कनेक्शन का उपयोग करने की अनुमति है जो तालिका में संकेतित से भिन्न है। 3-5।
बंधनेवाला संपर्क कनेक्शन के उदाहरण परिशिष्ट 2 में दिए गए हैं।
(परिवर्तित संस्करण, रेव. नंबर 1, 3)।
2.1.9। एल्यूमीनियम कंडक्टर (लीड) के साथ कठोर एल्यूमीनियम मिश्र धातु प्लेटों और तांबे-एल्यूमीनियम प्लेटों के एल्यूमीनियम भाग के संपर्क कनेक्शन को वेल्डिंग या सोल्डरिंग द्वारा किया जाना चाहिए, और एल्यूमीनियम के साथ कठोर एल्यूमीनियम मिश्र धातु युक्तियों और तांबे-एल्यूमीनियम लग्स के एल्यूमीनियम भाग के कनेक्शन तारों और केबलों के कंडक्टरों को वेल्डिंग या क्रिम्पिंग द्वारा बनाया जाना चाहिए।
2.1.10। फ्लैट या पिन टर्मिनलों के साथ तारों और केबलों के एकल-तार कंडक्टरों के बंधनेवाला संपर्क कनेक्शन किए जाने चाहिए:
- - 16 मिमी 2 तक के क्रॉस सेक्शन के साथ रहते थे - GOST 7386-80 या सीधे के अनुसार लग्स के साथ समाप्त होने के बाद: एक अंगूठी में या इसके बिना, आकार के वाशर या अन्य तरीकों से बाहर निकालना से दोनों मामलों में सुरक्षा के साथ;
- 25 मिमी 2 या अधिक के क्रॉस सेक्शन के साथ कोर - GOST 7386-80, GOST 7387-82, GOST 9581-80 के अनुसार लग्स के साथ समाप्ति के बाद या बोल्ट के साथ एक फ्लैट क्लैंपिंग भाग में कोर के अंत का गठन करके छेद।
2.1.11। फ्लैट या पिन टर्मिनलों के साथ तारों और केबलों के फंसे हुए कंडक्टरों के बंधनेवाला संपर्क कनेक्शन किए जाने चाहिए:
- - 10 मिमी 2 तक के क्रॉस सेक्शन के साथ रहते थे - GOST 7386-80, GOST 9688-82, GOST 22002.1-82, GOST 22002.2-76 - GOST 22002.4-76, GOST 22002.6-82, GOST के अनुसार लग्स के साथ समाप्ति के बाद 22002.7-76 - GOST 22002.11-76, GOST 22002.14-76 या सीधे: एक अंगूठी में या इसके बिना दोनों मामलों में आकार के वाशर या अन्य तरीकों से बाहर निकालना से सुरक्षा के बिना;
- 16 मिमी 2 या अधिक के क्रॉस सेक्शन के साथ रहते थे - GOST 7386-80, GOST 7387-82, GOST 9581-80, GOST 22002.1-82, GOST 22002.2-76, GOST 22002.6-82, GOST के अनुसार लग्स के साथ समाप्ति के बाद 22002.7-76।
(परिवर्तित संस्करण, रेव. नंबर 1, 2)।
2.1.12। फ्लैट टर्मिनल के प्रत्येक बोल्ट (स्क्रू) या पिन टर्मिनल से दो से अधिक कंडक्टरों को जोड़ने की सिफारिश नहीं की जाती है, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विनिर्देशों में अन्यथा निर्दिष्ट न हो।
2.1.13। बंधनेवाला संपर्क कनेक्शन में, GOST 1759.4-87 और GOST 1759.5-87 के अनुसार शक्ति वर्गों के फास्टनरों को तालिका में दर्शाया गया है। 6. संपर्क कनेक्शन में स्क्रू को बेलनाकार या हेक्सागोनल सिर के साथ उपयोग करने की अनुशंसा की जाती है।
तालिका 6
2.1.14। संपर्क भागों की कामकाजी सतहों की तैयारी की आवश्यकताएं परिशिष्ट 3 में दी गई हैं।
2.2। आवश्यक बिजली का सामान
2.2.1। संपर्क कनेक्शन के प्रारंभिक विद्युत प्रतिरोध (पिन लीड के साथ संपर्क कनेक्शन को छोड़कर) से जुड़े कंडक्टरों के खंड के विद्युत प्रतिरोध का अनुपात, जिसकी लंबाई संपर्क कनेक्शन की लंबाई के बराबर है, से अधिक नहीं होनी चाहिए:
- - कक्षा 1 - 1 के लिए, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विशिष्टताओं में अन्यथा निर्दिष्ट न किया गया हो;
- कक्षा 2 - 2 के लिए;
- कक्षा 3-6 के लिए।
विभिन्न विद्युत प्रतिरोध वाले कंडक्टरों के संपर्क कनेक्शन में, उच्च विद्युत प्रतिरोध वाले संपर्क टुकड़े के साथ तुलना की जाती है।
2.2.2। पिन टर्मिनलों के साथ कक्षा 1 कंडक्टरों के संपर्क कनेक्शन का प्रारंभिक विद्युत प्रतिरोध तालिका में निर्दिष्ट मूल्यों से अधिक नहीं होना चाहिए। 7.
तालिका 7
कक्षा 2 और 3 के संपर्क कनेक्शन के लिए आवश्यकताएँ, यदि आवश्यक हो, विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में निर्दिष्ट हैं।
2.2.3। GOST 17441-84 में निर्दिष्ट विधि के अनुसार मानकों और अन्य तकनीकी दस्तावेजों की आवश्यकताओं के अनुपालन के लिए परीक्षण पास करने वाले संपर्क जोड़ों (वेल्डेड और सोल्डर वाले को छोड़कर) का विद्युत प्रतिरोध प्रारंभिक मान 1.5 से अधिक नहीं होना चाहिए बार। वेल्डेड और सोल्डर किए गए संपर्क जोड़ों का विद्युत प्रतिरोध अपरिवर्तित रहना चाहिए। विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में टॉर्क इंडिकेटर कुंजियों के अनिवार्य उपयोग की आवश्यकता को इंगित किया जाना चाहिए।
2.2.4। जब रेटेड (निरंतर) प्रवाह होता है, तो कक्षा 1 और 2 के संपर्क कनेक्शन का उच्चतम स्वीकार्य तापमान तालिका में निर्दिष्ट मानों से अधिक नहीं होना चाहिए। 8. साथ ही, विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विनिर्देशों के अनुसार, 12.04.69 को राज्य ऊर्जा पर्यवेक्षण प्राधिकरण द्वारा अनुमोदित "विद्युत स्थापना नियम" के अनुसार कंडक्टरों का वर्तमान भार लिया जाता है।
तालिका 8
| जुड़े कंडक्टरों के लक्षण | उच्चतम स्वीकार्य ताप तापमान, इकाइयों में ° С | |
|---|---|---|
| 1000 वी तक | अनुसूचित जनजाति। 1000 वी | |
| 1. काम की सतहों के सुरक्षात्मक कोटिंग्स के बिना तांबे, एल्यूमीनियम तांबे, एल्यूमीनियम और इसके मिश्र धातुओं से बने कंडक्टर | 95 | GOST 8024-90 के अनुसार |
| 2. आधार धातुओं के साथ काम करने वाली सतहों के सुरक्षात्मक कोटिंग्स के साथ तांबे, एल्यूमीनियम तांबे, एल्यूमीनियम और इसके मिश्र धातुओं से बने कंडक्टर | 110* | |
| 3. चांदी के साथ काम करने वाली सतहों के सुरक्षात्मक कोटिंग के साथ GOST 8865-87 के अनुसार इन्सुलेशन के बिना या कक्षा बी, एफ और एच के इन्सुलेशन के साथ तांबे और उसके मिश्र धातुओं से बने कंडक्टर | 135 | |
* यह GOST 8865-87 के अनुसार GOST 8865-87 के अनुसार इन्सुलेशन के बिना या कक्षा B, F और H के इन्सुलेशन के साथ तांबे से बने कंडक्टरों के लिए अनुमति है, अगर GOST के अनुसार परीक्षण के परिणामों से इसकी संभावना की पुष्टि हो जाती है। 17441-84 और विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में इंगित किया गया है।
कक्षा 3 के संपर्क कनेक्शन का तापमान विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विशिष्टताओं में स्थापित सामग्री, कोटिंग्स, कनेक्टेड कंडक्टरों के इन्सुलेशन वर्ग और परिचालन स्थितियों के आधार पर स्थापित किया गया है।
(परिवर्तित संस्करण, रेव. नं. 1, 2, 3)।
2.2.5। (हटाया गया, रेव. नंबर 1)।
2.2.6। वर्तमान मोड के बाद, संपर्क कनेक्शन में यांत्रिक क्षति नहीं होनी चाहिए जो उनके आगे के संचालन को रोकती है। वर्तमान मोड के माध्यम से संपर्क कनेक्शन का तापमान एल्यूमीनियम-तांबे, एल्यूमीनियम और उसके मिश्र धातुओं से बने कंडक्टरों के कनेक्शन के साथ-साथ तांबे के साथ इन कंडक्टरों के कनेक्शन के लिए 200 डिग्री सेल्सियस से अधिक नहीं होना चाहिए, 300 डिग्री सेल्सियस - तांबे के कनेक्शन के लिए कंडक्टर और 400 डिग्री सेल्सियस - स्टील कंडक्टर के कनेक्शन के लिए।
2.2.7। संपर्क कनेक्शन के वर्तमान के माध्यम से स्वीकार्य का मूल्य इन उपकरणों के मानकों या विशिष्टताओं में निर्दिष्ट विशिष्ट प्रकार के विद्युत उपकरणों के माध्यम से स्वीकार्य से कम नहीं होना चाहिए।
इन आंकड़ों की अनुपस्थिति में, एक सेकंड का वर्तमान घनत्व मूल्य 165 ए / मिमी 2 - तांबे के कंडक्टर के लिए, 105 ए / मिमी 2 - एल्यूमीनियम और एल्यूमीनियम-तांबे के लिए, 90 ए / मिमी 2 - एल्यूमीनियम मिश्र धातु कंडक्टर के अनुरूप होना चाहिए। और 20 ए / मिमी 2 - स्टील कंडक्टर के लिए।
(परिवर्तित संस्करण, रेव. नंबर 1)।
2.3। यांत्रिक कारकों के प्रतिरोध के लिए आवश्यकताएं
2.3.1। संपर्क कनेक्शन को GOST 17516-72 के अनुसार परिचालन स्थितियों के समूह के अनुसार यांत्रिक पर्यावरणीय कारकों के प्रभाव का सामना करना चाहिए, जिसे विशिष्ट प्रकार के विद्युत उपकरणों के मानकों या विशिष्टताओं में इंगित किया जाना चाहिए।
इस तरह के निर्देशों की अनुपस्थिति में, कंपन के अधीन संपर्क कनेक्शन को 40 से 50 हर्ट्ज की निरंतर आवृत्ति और 1 मिमी के आयाम पर 1 घंटे के लिए कंपन का सामना करना पड़ता है।
2.3.2। संपर्क जोड़ों को स्थिर अक्षीय तन्यता भार के प्रभावों का सामना करना चाहिए, जिससे तनाव कम नहीं होता है:
- - पूरे कंडक्टर की तन्य शक्ति का 90% - तनाव में चलने वाली बिजली लाइन के तारों के संपर्क कनेक्शन के लिए;
- पूरे कंडक्टर की तन्य शक्ति का 30% - गैर-वियोज्य संपर्क कनेक्शनों के लिए जो तनाव में काम नहीं करते हैं, साथ ही सॉकेट टर्मिनलों के साथ कंडक्टरों के कनेक्शन के लिए, आकार के वाशर से लैस फ्लैट टर्मिनलों के साथ असम्बद्ध तारों और केबलों के कनेक्शन।
1.5 मिमी 2 तक के क्रॉस सेक्शन वाले कंडक्टरों के लिए, स्क्रू क्लैंप का उपयोग करने की अनुमति नहीं है, जिसके स्क्रू सिरे को कोर के साथ घुमाया जाता है।
2.3.1.-2.3.3। (संशोधित संस्करण, रेव. नंबर 1)।
2.3.4। लीड वाले कंडक्टरों के बंधनेवाला संपर्क कनेक्शन, सिंगल-बोल्ट संपर्क कनेक्शन जो शॉर्ट-सर्किट धाराओं के माध्यम से उजागर हो सकते हैं, साथ ही अलग करने योग्य संपर्क कनेक्शन जो कंपन के अधीन हैं या विस्फोटक कमरों में स्थित हैं, को लॉक द्वारा स्व-अनस्क्रूइंग से संरक्षित किया जाना चाहिए नट, स्प्रिंग वाशर, बेलेविले स्प्रिंग्स या अन्य साधन।
(संशोधित संस्करण, रेव. संख्या 2)।
2.4। विश्वसनीयता आवश्यकताएँ
2.4.1। संपर्क कनेक्शन की विश्वसनीयता का आकलन करने के लिए, एक गामा-प्रतिशत संसाधन स्थापित किया जाता है, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या तकनीकी विशिष्टताओं में निर्दिष्ट न किया गया हो।
गामा प्रतिशत संसाधन का कम मूल्य इन विद्युत उपकरणों के लिए मानकों या विशिष्टताओं में स्थापित विश्वसनीयता आवश्यकताओं के अनुसार विद्युत उपकरणों के संचालन को सुनिश्चित करना चाहिए।
(संशोधित संस्करण, रेव. नंबर 1)।
2.5। सुरक्षा आवश्यकताओं
2.5.1। सुरक्षा आवश्यकताओं के संदर्भ में संपर्क कनेक्शन को GOST 12.2.007.0-75 का पालन करना चाहिए और "उपभोक्ता प्रतिष्ठानों के तकनीकी संचालन के लिए नियम" और "उपभोक्ता विद्युत प्रतिष्ठानों के संचालन के लिए सुरक्षा नियम" द्वारा अनुमोदित परिचालन स्थितियों को सुनिश्चित करना चाहिए। 12 अप्रैल, 1969 को राज्य ऊर्जा पर्यवेक्षण प्राधिकरण।
2.5.2। अग्नि सुरक्षा आवश्यकताओं के संदर्भ में संपर्क कनेक्शन को GOST 12.1.004-91 का अनुपालन करना चाहिए, जो कि GOST 10434-82 की आवश्यकताओं के अनुपालन द्वारा सुनिश्चित किया जाता है।
(अतिरिक्त रूप से प्रस्तुत, रेव. नं. 3)।
परिशिष्ट 1
संदर्भ
गैर-हटाने योग्य संपर्क कनेक्शन
ए - वेल्डिंग या सोल्डरिंग; बी - वेल्डिंग द्वारा पिन आउटपुट के साथ; सी - एक संक्रमणकालीन तांबा-एल्यूमीनियम प्लेट के माध्यम से वेल्डिंग; जी - crimping द्वारा कनेक्टिंग आस्तीन के माध्यम से तारों (केबल) के कोर का कनेक्शन; ई - crimping (वेल्डिंग, सोल्डरिंग) द्वारा केबल लैग के साथ तार (केबल) के कोर का कनेक्शन; ई - अंडाकार कनेक्टर्स में वायर कोर का कनेक्शन
1 - फ्लैट आउटपुट (बस); 2 - टायर; 3 - पिन आउटपुट; 4 - तांबा-एल्यूमीनियम प्लेट; 5 - तार (केबल); 6 - कनेक्टिंग स्लीव; 7 - केबल लग; 8 - अंडाकार कनेक्टर
परिशिष्ट 2
संदर्भ
हटाने योग्य संपर्क कनेक्शन

ए - लॉकनट के साथ; बी - एक वसंत वॉशर के साथ; सी - एक तार (केबल) सेकंड का सिंगल-वायर (मल्टी-वायर) कोर। एक अंगूठी में झुकने के साथ 10 मिमी 2 तक; जी - एक तार (केबल) सेकंड का सिंगल-वायर (मल्टी-वायर) कोर। रिंग में झुके बिना 10 मिमी 2 तक।
1 - फ्लैट आउटपुट (बस); 2 - बस (केबल लग); 3, 4, 5 - स्टील वॉशर, बोल्ट और नट; 6 - स्प्रिंग वॉशर; 7 - पेंच; 8 - आकार का वॉशर (स्टार वॉशर); 9 - तार (केबल); 10 - आकार का वॉशर (धनुषाकार वॉशर)

ए - लॉक नट के साथ अलौह धातु से बने फास्टनरों; बी - वसंत वॉशर के साथ अलौह धातु से बने फास्टनरों; सी - बेलेविल वसंत के साथ स्टील फास्टनरों; जी - लॉक नट (स्प्रिंग वॉशर) के साथ काम करने वाली सतहों के सुरक्षात्मक धातु कोटिंग्स के साथ स्टील फास्टनरों; ई - स्टील फास्टनरों को एक एडेप्टर कॉपर-एल्यूमीनियम प्लेट के माध्यम से लॉक नट (स्प्रिंग वॉशर) के साथ; ई - स्टील फास्टनरों को लॉक नट (स्प्रिंग वॉशर) के साथ कठोर एल्यूमीनियम मिश्र धातु से बने एडेप्टर प्लेट के माध्यम से।
1 - फ्लैट आउटपुट (बस); 2 - बस (केबल लग); 3 - 5 - अलौह धातु से बने वॉशर, बोल्ट, नट; 6 - स्प्रिंग वॉशर; 7 - स्टील नट; 8 - स्टील बोल्ट; 9 - डिस्क वसंत; 10 - स्टील वॉशर (बढ़े हुए वॉशर); 11 - स्टील वॉशर; 12 - एक सुरक्षात्मक धातु कोटिंग के साथ फ्लैट टर्मिनल (बस)। काम करने की सतह; 13 - काम की सतह के एक सुरक्षात्मक धातु कोटिंग के साथ टायर (केबल लैग); 14 - तांबा-एल्यूमीनियम प्लेट; 15 - कठोर एल्यूमीनियम मिश्र धातु प्लेट

ए - काम की सतह के एक सुरक्षात्मक धातु कोटिंग के साथ तांबे, कठोर एल्यूमीनियम मिश्र धातु या एल्यूमीनियम से बना कंडक्टर; बी, सी, डी - एल्यूमीनियम कंडक्टर; डी - संक्रमणकालीन तांबे-एल्यूमीनियम प्लेट के माध्यम से एल्यूमीनियम कंडक्टर; ई - सिंगल-वायर (मल्टी-वायर) केबल वायर कोर सेक। एक अंगूठी में झुकने के साथ 10 मिमी 2।
1 पिन तांबा या पीतल; 2 - तांबे या पीतल से बना अखरोट; 3 - तांबे, कठोर एल्यूमीनियम मिश्र धातु या एल्यूमीनियम से बना टायर (केबल लैग) काम करने वाली सतहों के सुरक्षात्मक धातु कोटिंग के साथ; 4 - स्टील नट; 5 - पिन कॉपर आउटपुट; 6 - स्टील वॉशर; 7 - एल्यूमीनियम बस (केबल लग); 8 - पिन ब्रास आउटपुट; 9 - पिन स्टील आउटपुट; 10 - डिस्क स्प्रिंग; 11 - तांबा-एल्यूमीनियम प्लेट; 12 - तार (केबल); 13 - स्प्रिंग वॉशर; 14 - आकार का वॉशर (स्टार वॉशर)

ए, बी - सिंगल-वायर (मल्टी-वायर, एक मोनोलिथ में जुड़ा हुआ) कोर; सी - फंसे हुए कोर को केबल लैग के साथ समाप्त किया गया।
1 - टाइपसेटिंग क्लिप; 2 - तार (केबल); 3 - सॉकेट आउटपुट; 4 - पिन केबल लग
संपर्क विवरण की कार्यशील सतहों की तैयारी के लिए आवश्यकताएँ

1. अनुप्रस्थ पंक्ति में दो या अधिक बोल्ट छेद वाले संपर्क भागों को अनुदैर्ध्य कटौती के साथ बनाने की सिफारिश की जाती है, जैसा कि ड्राइंग में दिखाया गया है।
2. विधानसभा से ठीक पहले रैखिक फिटिंग के साथ बंधनेवाला संपर्क जोड़ों और गैर-वियोज्य संपर्क जोड़ों के संपर्क भागों की कामकाजी सतहों को तैयार किया जाना चाहिए:
- - अनकोटेड कॉपर और एल्युमीनियम-कॉपर - साफ।
एल्यूमीनियम-तांबे के तारों को अलग करते समय, तांबे की म्यान क्षतिग्रस्त नहीं होनी चाहिए;
- एल्यूमीनियम और एल्यूमीनियम मिश्र धातु - तटस्थ ग्रीस के साथ साफ और चिकनाई (GOST 15975-70 के अनुसार वैसलीन KVZ, GOST 9433-80 के अनुसार TsIATIM-221 या समान गुणों वाले अन्य स्नेहक)।
सफाई और लुब्रिकेशन के बीच अनुशंसित समय 1 घंटे से अधिक नहीं है;
- सुरक्षात्मक धातु कोटिंग्स के साथ काम करने वाली सतहों - एक कार्बनिक विलायक के साथ धोया गया।
(संशोधित संस्करण, रेव. संख्या 3)।
3. crimping से जुड़े तांबे के संपर्क भागों की कामकाजी सतहों को साफ किया जाना चाहिए, जब तक कि विशिष्ट प्रकार के विद्युत उपकरणों के लिए मानकों या विनिर्देशों में निर्दिष्ट न हो।
एल्यूमीनियम संपर्क भागों की कामकाजी सतहों को क्वार्ट्ज-वैसलीन पेस्ट या अन्य स्नेहक, पेस्ट और समान गुणों वाले यौगिकों के साथ साफ और चिकनाई की जानी चाहिए।
4. वेल्डिंग या सोल्डरिंग से जुड़े संपर्क भागों की सतहों को पूर्व-साफ, degreased या अचार होना चाहिए।
5. बंधनेवाला संपर्क कनेक्शन के संपर्क विवरण में बोल्ट छेद का स्थान और आकार GOST 21242-75 के अनुसार लेने की सिफारिश की गई है।
उपभोक्ता के साथ समझौते से, अंडाकार छेद बनाने की अनुमति है।
(अतिरिक्त रूप से पेश किया गया, संशोधन संख्या 2)।
Torques
तालिका 9
| धागा व्यास, मिमी | बोल्ट कनेक्शन के लिए टॉर्क, एन एम | |
|---|---|---|
| स्लॉटेड हेड (शिकंजा) के साथ | षट्भुज सिर के साथ | |
| एम 3 | 0,5+0,1 | - |
| एम3.5 | 0.8±0.2 | |
| एम 4 | 1.2 ± 0.2 | |
| एम 5 | 2.0 ± 0.4 | 7.5 ± 1.0 |
| एम 6 | 2.5±0.5 | 10.5±1.0 |
| एम 8 | - | 22.0±1.5 |
| एम10 | 30.0±1.5 | |
| एम 12 | 40.0±2.0 | |
| एम 16 | 60.0±3.0 | |
| M20 | 90.0±4.0 | |
| M24 | 130.0±5.0 | |
| M30 | 200.0±7.0 | |
| M36 | 240.0±10.0 | |
टिप्पणी। तांबे और कठोर एल्यूमीनियम मिश्र धातु से बने कंडक्टरों के बोल्ट कनेक्शन के लिए, टॉर्क का उपयोग करने की सिफारिश की जाती है, जिसका मान तालिका में निर्दिष्ट की तुलना में 1.5 - 1.7 गुना अधिक है।
(संशोधित संस्करण, रेव. संख्या 3)।
सूचना डेटा
1. विधानसभा और विशेष मंत्रालय द्वारा विकसित और पेश किया गया निर्माण कार्यसोवियत संघ
डेवलपर्स
एन. एन. डेजेक्टसर, पीएच.डी. तकनीक। विज्ञान (विषय नेता); वी. एल. फुच्स; ओ.वी. फेसेंको, पीएच.डी. तकनीक। विज्ञान
2. डिक्री द्वारा अनुमोदित और पेश किया गया राज्य समितिउत्पाद गुणवत्ता प्रबंधन और मानकों पर USSR दिनांक 03.02.82 नंबर 450
3. GOST 10434-76 को बदलें
4. संदर्भ नियम
| एनटीडी का पदनाम जिससे लिंक दिया गया है | आइटम नंबर, लिस्टिंग, आवेदन |
|---|---|
| गोस्ट 9.005-72 | |
| गोस्ट 9.303-84 | 2.1.6; 2.1.7, लिस्टिंग 3, 8 |
| गोस्ट 12.1.004-91 | 2.5.2 |
| गोस्ट 12.2.007.0-75 | 2.5.1 |
| गोस्ट 1759.4-87 | 2.1.13 |
| गोस्ट 1759.5-87 | 2.1.13. |
| गोस्ट 3057-90 | 2.1.7 आइटम 2 |
| गोस्ट 7386-80 | 2.1.10; 2.1.11 |
| गोस्ट 7387-82 | 2.1.10; 2.1.11 |
| गोस्ट 8024-90 | 2.2.4 |
| गोस्ट 8865-87 | 2.2.4 |
| गोस्ट 9433-80 | परिशिष्ट 3 |
| गोस्ट 9581-80 | 2.1.7, लिस्टिंग 4; 2.1.10; 2.1.10; 2.1.11 |
| गोस्ट 9688-82 | 2.1.11 |
| गोस्ट 13276-79 | 2.1.4; 2.1.7 |
| गोस्ट 14312-79 | परिचय |
| गोस्ट 15150-69 | 1.2; 2.1.8 |
| गोस्ट 15543-70 | 2.1.8 |
| गोस्ट 15963-79 | 2.1.8 |
| गोस्ट 15975-70 | परिशिष्ट 3 |
| गोस्ट 16350-80 | 2.1.8 |
| गोस्ट 17412-72 | 2.1.8 |
| गोस्ट 17441-84 | 2.1.7 आइटम 8; 2.2.3; 2.2.4 |
| गोस्ट 17516-72 | 2.3.1 |
| गोस्ट 18311-80 | परिचय |
| गोस्ट 19132-86 | 2.1.3 |
| गोस्ट 19357-81 | 2.1.7 आइटम 4 |
| गोस्ट 21242-75 | परिशिष्ट 3 |
| गोस्ट 21931-76 | 2.1.8 |
| गोस्ट 22002.1-82 | 2.1.11 |
| गोस्ट 22002.2-76 - गोस्ट 22002.4-76 | 2.1.11 |
| गोस्ट 22002.5-76 | 2.1.8 |
| गोस्ट 22002.6-82 | 2.1.11 |
| गोस्ट 22002.7-76 - गोस्ट 22002.11-76 | 2.1.11 |
| गोस्ट 22002.12-76 | 2.1.8 |
| गोस्ट 22002.13-76 | 2.1.8 |
| गोस्ट 22002.14-76 | 2.1.11 |
| गोस्ट 23598-79 | 2.1.7, लिस्टिंग 6, 7; 2.1.8 |
| गोस्ट 24753-81 | 2.1.2 |
| गोस्ट 25034-85 | 2.1.3 |
| गोस्ट 34-13-11438-89 | 2.1.7 आइटम 4 |
5. यूएसएसआर स्टेट कमेटी फॉर प्रोडक्ट क्वालिटी मैनेजमेंट एंड स्टैंडर्ड्स दिनांक 05/25/90 नंबर 1309 की डिक्री द्वारा वैधता अवधि 01/01/96 तक बढ़ा दी गई थी
6. संशोधन (अक्टूबर 1993) संशोधन संख्या 1, 2, 3 के साथ, अप्रैल 1985, जून 1987, मई 1990 में अनुमोदित (IUS 7-85, 10-87, 8-90)
उइगर कौन हैं, स्वदेशी एशियाई लोगों में रुचि रखने वाले हर व्यक्ति को समझना चाहिए। प्रारंभ में, वे पूर्वी तुर्केस्तान से उत्पन्न हुए, अब यह चीन में तथाकथित झिंजियांग उइगुर क्षेत्र है। उइगुर तुर्की भाषी लोग हैं जो
इंगित करता है कि बीमाकर्ता जिसने बीमा अनुबंध के तहत पीड़ित को प्रतिपूर्ति की है, दुर्घटना के लिए जिम्मेदार व्यक्ति से खर्च की गई राशि का दावा करने का हकदार है। यानी बीमा कंपनी द्वारा पीड़ित को कार की मरम्मत के लिए भुगतान करने या भुगतान करने के बाद
पेज 3 ऑफ 15 मूर्स ने स्पेन पर आक्रमण क्यों किया? 8वीं शताब्दी में, मूरिश आक्रमण के समय, गोथिया आंतरिक कलह के कारण लगभग अपने आप ही ढह गया। यहाँ बहुत सारे असली जाहिल नहीं थे, और वे स्पेनिश-रोमन और हाइलैंडर्स के साथ घुलना-मिलना नहीं चाहते थे। गोथ






